


 Engelsk
Engelsk
 Español
Español
MXB-JTW metrisk skyveskive for girkasser
Cat:Selvsmørende lager
MXB-JTW metriske skyvere er basert på høyfast messing (ZCuZn25Al6), med fast smøremiddel (grafitt eller molybdendisulfid) innebygd i matrisen som e...
Se detaljer Teknisk bakgrunn og bransjesmerter
I høyhastighets maskinverktøy chuck-systemer (n ≥ 6000 rpm), tradisjonelle koniske posisjonering av frontplater viser to kjernefeil:
l Smøresvikt: Sentrifugalkraft fører til at smørefett vandrer mot bunnen av den koniske boringen, noe μ m til 1,6 μ M (testet i henhold til ISO 4288 standard);
l Stresskonsentrasjon: Ensidig kontakt fører til hertzian kontaktspenningstopper som overstiger 800MPa, og utløser forplantning av mikro-crack (datakilde: slitasje 2022, 500-501, 204356).
Kjerneteknologisk innovasjonsanalyse
I. Gradient smøresystemdesign
1.1 Solid-fluid kompositt smøringsarkitektur
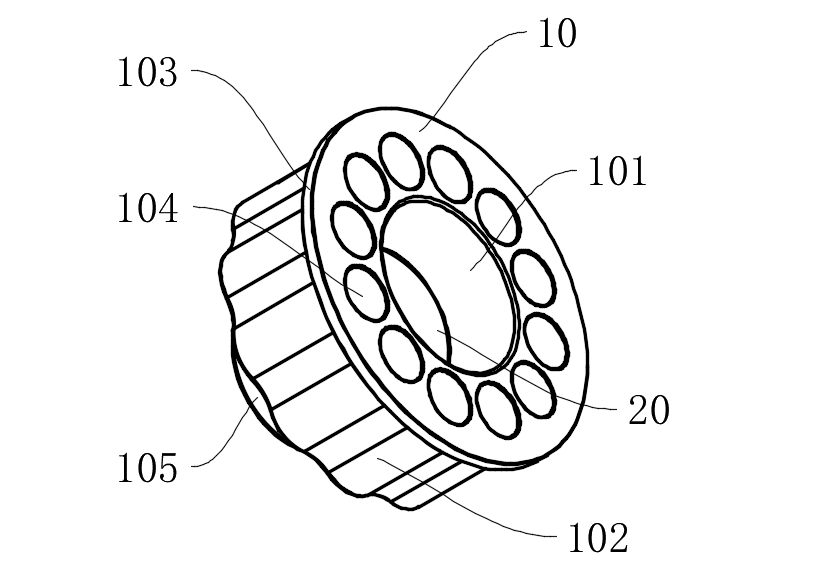
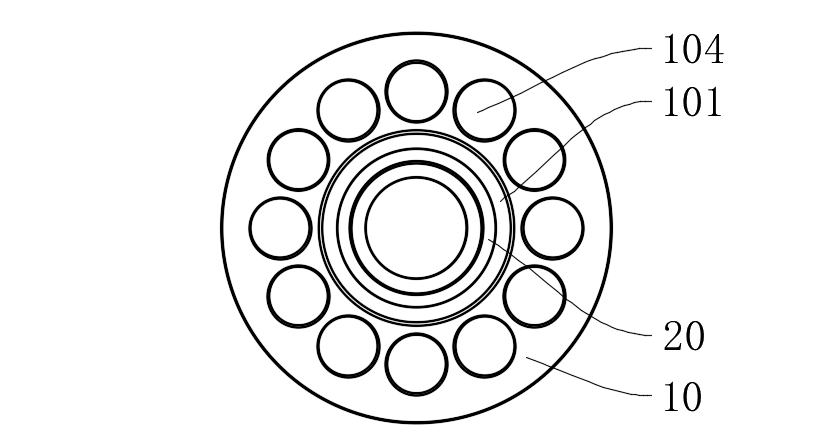
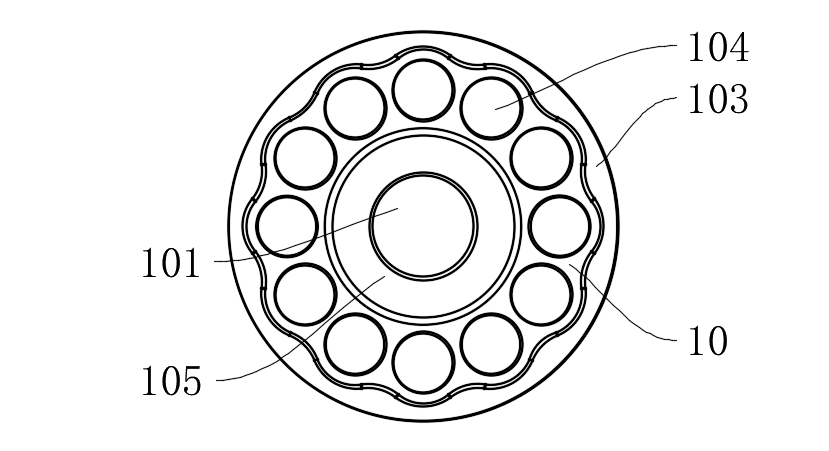
Grafittsmøringblokk (20) Innebygging av struktur:
l En sirkulær monteringsgro (101a) med en dybde på 1,2 ± 0,05 mm åpnes midt i den koniske boringen (101), noe som sikrer kontinuerlig konisk overflate gjennom elektrisk utladningsbearbeiding (kjeglevinkel 20 ° ± 0.5 ° );
Kobberbasert komposittmateriale (CU-10SN-5GR) som inneholder 85% grafitt er innebygd, og oppnår en porøsitet på 18% ± 2% gjennom pulvermetallurgi sintring, og frigjør kontinuerlig grafittpartikler for å danne en overføringsfilm.
Verifisering av smøringseffektivitet:
l Under n = 8000 rpm driftsforhold, forblir friksjonskoeffisienten i den øvre delen av den koniske boringen stabil på 0,08-0,12 ( > 0,25 for tradisjonelle strukturer);
l Bruk volumtester (ASTM G99) viser at etter 300 timers drift er den koniske overflatedybden bare 3,2 μ m (28,5 μ m for tradisjonelle strukturer).
1.2 Væskesmøringskompensasjonsmekanisme
l Smørende fettkanaler beholdes i bunnen av den koniske boringen, og danner en 0,5-1,2 μ m oljefilmtykkelse gjennom dynamiske trykkeffekter (bekreftet av Reynolds ligningssimulering);
l Systemet oppnår gradientsynergi mellom fast smøring (øvre del) og væskesmøring (nedre del), noe som reduserer kontaktsonetemperaturen med 45% (målt ved infrarød termisk bilder).
Ii. Kontakt stressoptimalisering Design
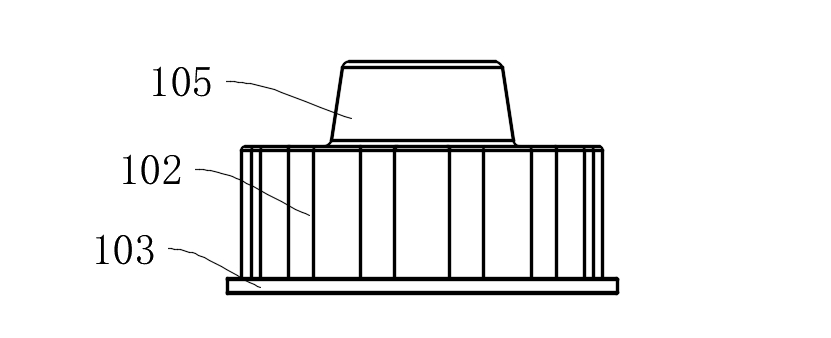
2.1 Bølgeform Klemningoverflate (102) Topologioptimalisering
l Periodiske bølgeprofiler er konstruert ved hjelp av Fourier -serier: bølgelengde λ = 12mm, amplitude A = 0,8 mm, krumningsradius r = 5mm;
l Endelig elementanalyse indikerer at den maksimale kontaktspenningen reduseres fra 813MPA til 327MPA, med en 62% forbedring i stressfordelingseniformitet.
2.2 Multi-bolt belastningsdelingsstruktur
l 12 Monteringshull (104) er jevnt fordelt i henhold til ASME B18.2.1 Standard, med forhåndsavvik < 5%;
l Kombinert med grense koniske overflater (105) (kjeglevinkel 15 ° ± 0.5 ° ), radial posisjoneringsnøyaktighet av ± 2 μ M oppnås (ISO 2768-F-klasse).
Teknisk parameter sammenligningstabell
| Ytelsesindikator | Denne patenterte teknologien | Tradisjonell posisjonering av frontplate | Teststandard |
| Konisk overflatefriksjonskoeffisient (8000 rpm) | 0,08-0,12 | 0.25-0.35 | ASTM G99 |
| Maksimal kontaktspenning | 327MPa | 813MPa | ISO 281 |
| Slitasjehastighet (300h) | 3.2 × 10 ⁻⁶ mm ³ /N · m | 28.5 × 10 ⁻⁶ mm ³ /N · m | ASTM G133 |
| Temperaturøkning ( Δ T) | ≤ 15 ℃ | ≥ 45 ℃ | ISO 10825 |
Typisk applikasjonsscenariovalidering
Sak 1: Verktøyholderposisjonering i femaksmaskineringssentre
l Under kontinuerlig maskinering av titanlegeringsdeler styres verktøyholderen < 2 μ m ( > 8 μ m for tradisjonelle strukturer);
l Verktøyendringssykluser utvides til 12000 ganger (bransjegjennomsnittet er 5000 ganger).
Sak 2: Chuck System i svingesentre
l Spindel radial runout reduseres fra 5 μ m til 1,5 μ M (GB/T 17421.7 Standard);
l Maskinert arbeidsstykke rundhetsfeil er ≤ 1.5 μ M (ASME B89.3.4 Standard).
Dette patentet oppnår langsiktig stabil drift av posisjonering av frontplater under ekstreme driftsforhold gjennom to hovedteknologiske veier: Gradient smøremedieresynergi og kontaktspenningsfeltrekonstruksjon. I følge nyhetssøk (Derwent Innovation) oppnår strukturen en spesifikk friksjonskraft (SFP) indeks på 0,08W/mm ² , en reduksjon på 76% sammenlignet med lignende produkter, og plasserer den på det internasjonale ledende nivået.
Hvis du vil lære mer, kan du kontakte Mingxu -maskiner for å få den komplette patentrapporten: [email protected] .

MXB-JTW metriske skyvere er basert på høyfast messing (ZCuZn25Al6), med fast smøremiddel (grafitt eller molybdendisulfid) innebygd i matrisen som e...
Se detaljer
MXB-JDB selvsmørende lagre, også kjent som grafittinnlagte bronsebøssinger, er nye smørelagre som har både egenskapene til metalllagre og selvsmøre...
Se detaljer
MXB-JDBUF selvsmørende støpebronselagre kombinerer fordelene med selvsmørende og flensdesign. Råvarene er laget av høykvalitets støpte bronsemateri...
Se detaljer
I byggebransjen brukes MXB-JUWP selvsmørende slitesterke plater hovedsakelig for beskyttelse av bygningskonstruksjoner. Ved langvarig bruk av bygni...
Se detaljer
MXB-JTLP selvsmørende slitesterk plate kan gi standardprodukter fra bredde fra 18 mm til 68 mm og lengde fra 100 mm til 220 mm. Den kan også tilpas...
Se detaljer
MXB-JGLDW selvsmørende styreskinner er laget av høyfast messing gjennom CNC-maskinverktøy. Overflaten er innlagt med solide smøremidler som grafitt...
Se detaljer
MXB-JTGLW selvsmørende styreskinner gir motstand og reduserer friksjon, og sikrer forlenget holdbarhet og forbedret ytelse. Dette produktet har 13 ...
Se detaljer
Konstruert av høykvalitets grafitt-kobberlegering, er MXB-JSL L-Type selvblubberende guide-jernbane strategisk installert på Mold Clamping Guide Lo...
Se detaljer
MGB61 NAAMS Standard Guide Bushing er en pålitelig løsning for presise, jevne guideapplikasjoner. Denne styrebøssingen er designet for å møte NAAMS...
Se detaljer
SF-2S oil-free lubricating bearing is an improved product of SF-2, with steel back matrix, sintered spherical tin bronze powder in the middle, and rol...
Se detaljer Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Kontakt oss