


 Engelsk
Engelsk
 Español
Español
MXB-JDBS bronsebasert solid innlagt selvsmørende kulelager
Cat:Selvsmørende lager
MXB-JDBS bronsebasert solid innlagt selvsmørende kulelager er et kuleformet glidelager. Dens glidende kontaktflate er en indre sfærisk overflate og...
Se detaljer I batchbehandlingen av komponenter av skateboard-type (for eksempel guideskinner og presisjonsglideers), møter tradisjonelle verktøysystemer to store flaskehalser:
● Dårlig repeterende posisjoneringsnøyaktighet: Kumulative feil fra flere klemmedrift overstiger 0,1 mm (i tråd med ISO 2768-m klassetoleranse), noe som påvirker vinkelrett på parringsflater (vanligvis kreves for å være ≤0,05mm per 100 mm);
● Ineffektivt verktøyoverskyvning: Å veksle mellom dedikerte inventar tar mer enn 45 minutter per forekomst, noe som resulterer i utstyrsutnyttelsesgrad under 60% ( Kilde: CIRP Annals 2022, 71 (1), s. 333-336 ).
Analyse av kjerneteknologiske nyvinninger
I. Topologisk design for godtgjørelse
1.1 TREPPED TILLEVERINGSBESTILLINGSSTRUKTUR
Dual-trinns klemmemekanisme:
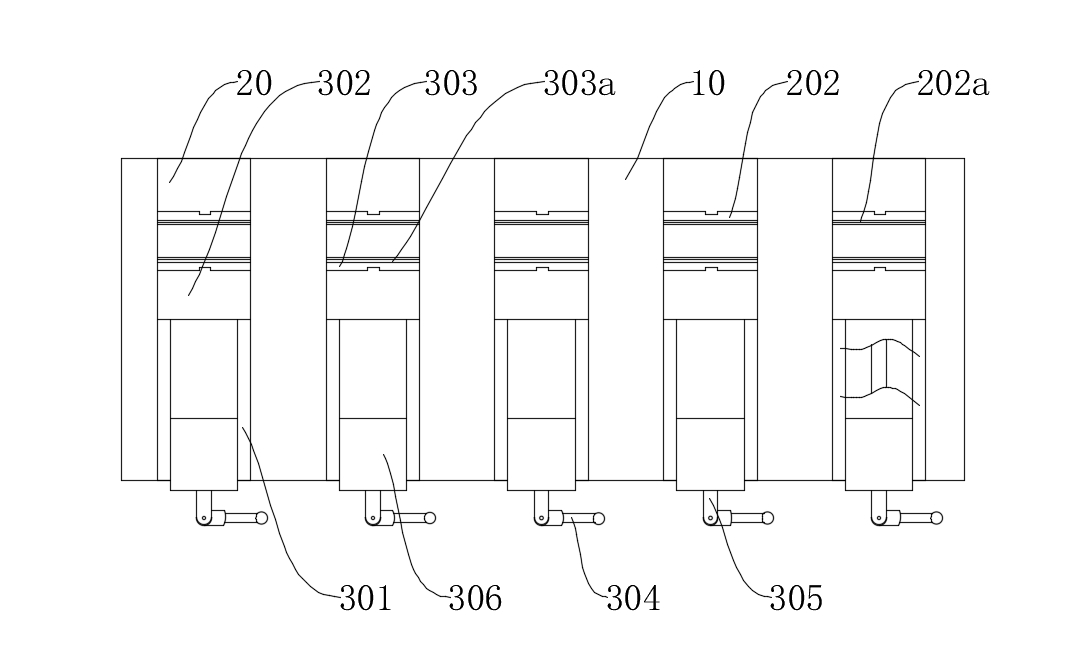
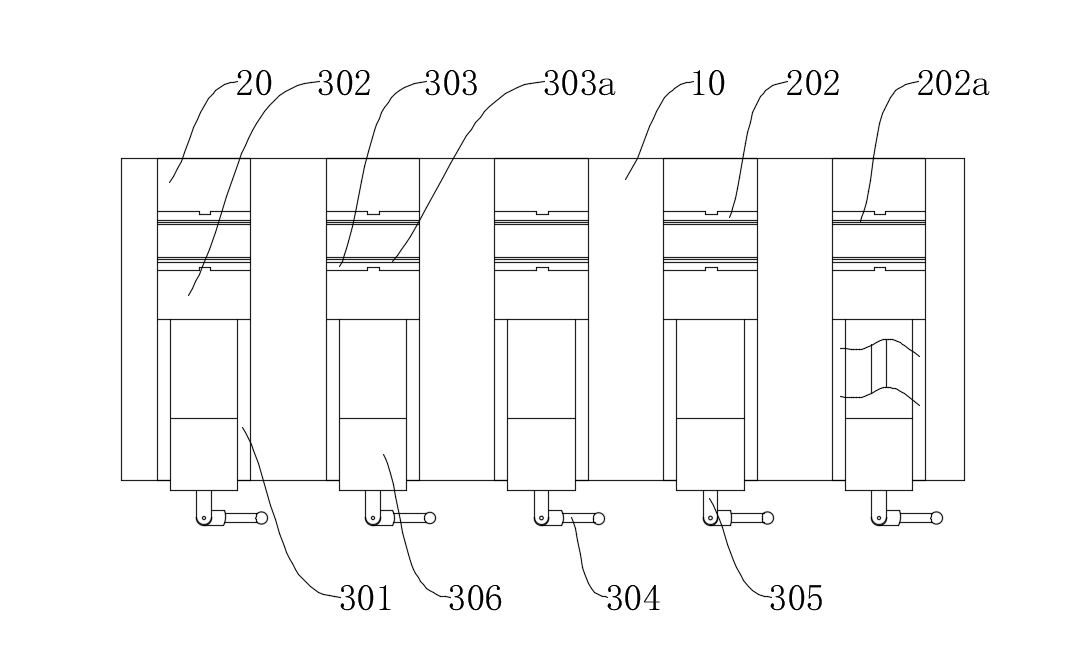
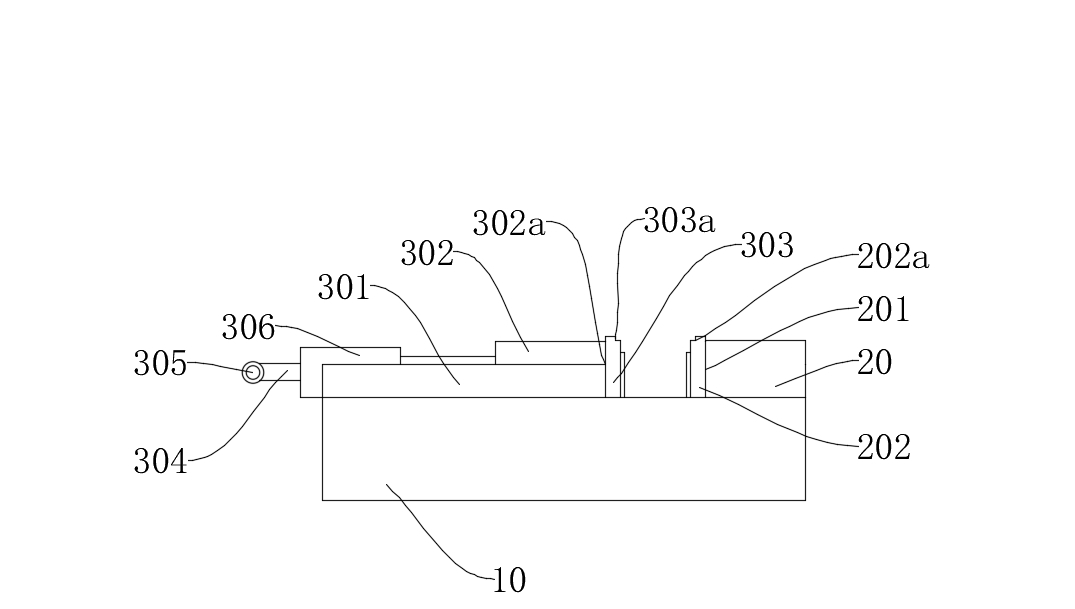
● Den faste blokken (20) og klemblokken (302) er henholdsvis utstyrt med et første og et annet klemmetrinn (202A/303A). Høyden på disse trinnene matches med maskineringsgodtgjørelsen (med en toleranse på ± 0,01 mm);
● Ved å optimalisere trinnhellingsvinkelen til 75 ° ± 1 ° gjennom endelig elementanalyse, oppnår mekanismen en skjærkraftbærende andel som overstiger 85% (i motsetning til bare 30% i tradisjonelle plane klemmemetoder).
Forbedring i maskineringspresisjon:
● Sidebearbeiding er fullført i en enkelt klemoperasjon, med posisjons nøyaktighetsfeil ≤0,02mm (møte GB/T 1184-K karakterstandarder);
● Overflaten ruhet RA -verdien opprettholdes konsekvent under 0,8μm (som testet i samsvar med ISO 4288 standarder).
Ii. Modulær rask verktøyendringssystem
2.1 Plug-in modulær arkitektur
Dobbeltsporsdesign:
● De første/andre monteringssporene (201/302A) bruker en H7/G6 -passform, som i kombinasjon med posisjoneringstaster oppnår en repeterende posisjoneringsnøyaktighet på ± 0,005mm;
● Modulstatningstid er ≤3 minutter per stykke (basert på faktiske måledata), og støtter bytting av arbeidsstykker med tykkelser fra 5mm til 50 mm.
2.2 Tving av lukket stasjonsmekanisme
● Skruen (305) benytter en dobbelt bly-trapezoidal tråd (TR16 × 4P8), som i forbindelse med overgangsblokken (306) muliggjør en mikrofôrhastighet på 0,02 mm per revolusjon;
● Kontrollstangen (304) inneholder en dreiemomentbegrenser (satt til 15n · m) for å forhindre at arbeidsstykkets skader overbelastes.
Nøkkel teknisk parameter sammenligningstabell
| Ytelsesindikator | Denne patenterte teknologien | Tradisjonell skateboardverktøy | Testing Standard |
| Repeterende posisjoneringsnøyaktighet | ≤0.005mm | ≥0,03mm | ISO 230-2 |
| Verktøyovergangstid | ≤3 minutter | ≥45 minutter | VDI 2862 |
| Overflateuhet ra | ≤0,8μm | ≥1,6μm | ISO 4288 |
| Maksimal klemkraft | 12KN | 8Kn | DIN 55189 |
Validering i typiske maskineringsscenarier
Sak 1: Maskinering av lineære guide glidebrytere
● Maskinert 18 glidebrytere med forskjellige spesifikasjoner med en kumulativ verktøy for endringstiden på 38 minutter (tradisjonell verktøy vil kreve 13,5 timer);
● Perpendikularitetsfeilen til sideoverflatene var ≤0,015mm per 100mm (oppfyller GB/T 1184 standardkrav på ≤0,05mm).
Tilfelle 2: Gruppehulls maskinering av hydrauliske ventilplater
● Fullførte maskinering av 12 parringsflater i en enkelt klemoperasjon, og oppnådde en CPK -verdi på 1,67 for posisjonsnøyaktighet (oppfyller Six Sigma -standarder);
● Verktøyets levetid ble forlenget med 40% (på grunn av vibrasjonsnivåer redusert til under 0,5 g).
Dette patentet omdefinerer designparadigmet for batch-maskineringsverktøy gjennom to teknologiske veier: Tilleggsbegrensning Topologi Optimalisering og modulær kraft Kontroll av lukket sløyfe. I følge et nyhetssøk (gjennomført via Derwent Innovation), oppnår denne strukturen en endringseffektivitetsindeks (CEI) på 0,92, som representerer en forbedring på 210% i forhold til lignende løsninger og plasserer den i den teknologiske spissen for sitt nisjefelt.
Hvis du vil lære mer, kan du kontakte Mingxu -maskiner for å få den komplette patentrapporten: [email protected] .

MXB-JDBS bronsebasert solid innlagt selvsmørende kulelager er et kuleformet glidelager. Dens glidende kontaktflate er en indre sfærisk overflate og...
Se detaljer
MXB-JDBU selvsmørende støpebronselager er et høyytelses solid smøreprodukt innlagt med grafitt eller mos2 solid smøremiddel på en høyfast messingba...
Se detaljer
MXB-DU Oilless Bearing (også kjent som SF-1 bushing) er et glidelager rullet med en stålplate som base, sintret sfærisk bronsepulver i midten, og e...
Se detaljer
MXB-JESW skateboard er et slitesterkt heavy-duty skateboard med 2 hull og 4 hull. Det er et standardisert produkt og er kompatibelt med kjente uten...
Se detaljer
MXB-JSOL selvsmørende styreskinne er en L-formet styrespor type selvsmørende styreskinne, som er laget av en kombinasjon av høyfast messing og graf...
Se detaljer
MXB-JSP selvsmørende slitebestandig plate er egnet for sprøytestøpemaskiner, bilpresseformer, dekkformer, fabrikkmaskiner (gravemaskiner, etc.), et...
Se detaljer
MGB61 NAAMS Standard Guide Bushing er en pålitelig løsning for presise, jevne guideapplikasjoner. Denne styrebøssingen er designet for å møte NAAMS...
Se detaljer
SF-1T is a special formula product designed for high PV value working conditions of gear oil pump. The product has special advantages of fatigue resis...
Se detaljer
SF-1P reciprocating bearing is a novel formula product designed based on the structure of SF-1X material and according to the special common condition...
Se detaljer
SF-2X boundary lubricated bearing is based on steel plate, with sintered spherical bronze powder in the middle, modified polyoxymethylene (POM) rolled...
Se detaljer Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Kontakt oss